Spindle Machining Unit Maintenance
Spindle Machining Unit Axis Motor
Spindle Machining Unit Measuring System
Spindle Machining Unit Axis Drives
Spindle Machining Unit Axis Gearbox Reference Points
Spindle Machining Unit Axis Reference Point
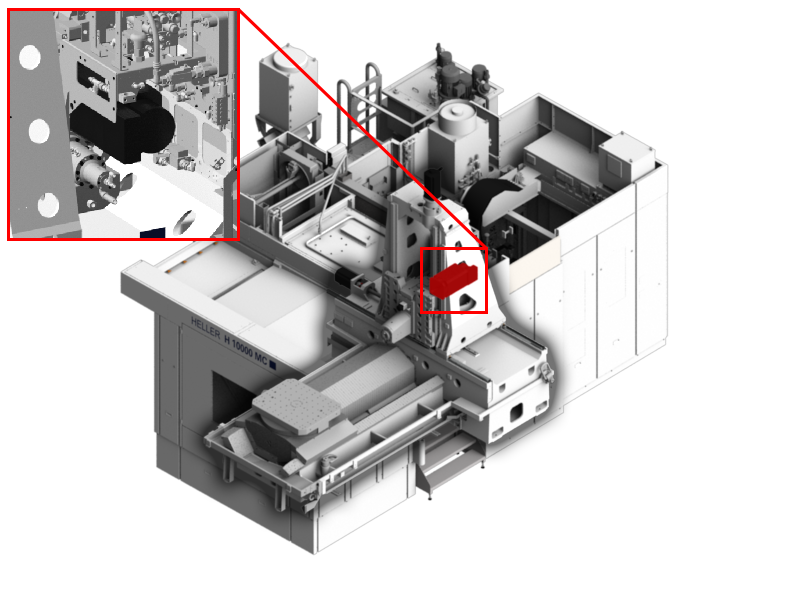
Spindle Machining Unit Replace Clamping Sensor
Spindle Machining Unit Setting Clamp/Unclamp Values
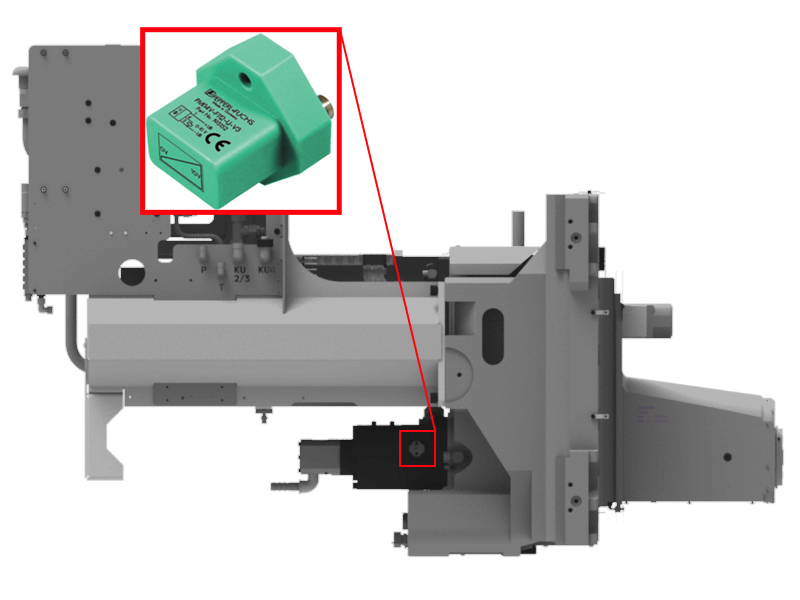
The spindle tool clamp/unclamp distance is monitored using an inductive analogue sensor with an operating voltage (0 - 10 V) from Pepperl + Fuchs. This analogue signal is then transferred to a Siemens ET200S Analog Electronic Module and converted into a digital value which is transferred to the PLC. The sensor is located on the top right of the rear of the spindle, and the ET200s Analog Electronic Module is located in the Electrical Cabinet. 
|